Defeating the Pest
One of the biggest uncertainties with this project was the wheels. As was the case for many locomotives of the 1920s and 1930s, Flyer used diecasting to create the wheels for the 3107.
As I understand it, diecast metal was a relatively new, developing technology for manufacturing. There were many advantages- unlike other forms of metal casting, you could produce thousands of parts from the same mold. The metal alloy was relatively cheap, and highly detailed castings could be produced in large volumes. It’s no wonder that it was quickly adopted by manfuacturers of toys and models.
But there was an unforeseen problem- many early castings would mysteriously deteriorate over time- cracks would appear as the metal warped and expanded, turning brittle in the process. This disease goes by a number of names, but I most commonly see Zinc Rot or Zinc Pest used to describe it. Toy Train collectors know this phenomenon well, as it has affected the vast majority of trains produced through the 1920s and 1930s that had diecast metal parts. Generally the explanation is that it is caused by “impurities in the metal”. But one thing I haven’t seen widely explained and understood is why it occurs.
Zinc is generally the primary ingredient of diecasting alloys. Like any other metal, comes from the earth. Deposits are located, mining operations extract the ore, and then the Ore is refined into metal that can be used to manufacture goods. However, for reasons I am not privy to, Lead deposits often turn up around deposits of Zinc. It seems pretty likely that this is the most common way that lead ends up in the diecast metal in the first place.
The other piece of the puzzle is, why does the presence of lead cause the issue? What exactly is going on? A year or two ago, reading a forum somewhere lead me to a research paper that provides a satisfactory explanation of what is going on. You can read the paper here: Corrosion-induced cracking of model train zincaluminium die castings
While I cannot parse the discussion of metallurgy the best, I understand the explanation the paper lays out on what zinc pest is/how it works, and will summarize it as best I can:
Metals have a crystalline structure- this structure is an important piece of how zinc pest causes havoc. Depending on how rapidly the Zinc Alloy is cooled from its liquid state, the size of the crystals will vary- a more rapid cooling generally results in smaller crystals. Smaller crystal size results in a greater number of intercrystalline boundaries.
Zinc Pest is caused by corrosion, which occurs in the presence of moisture, and is accelerated by heat. Impurities, such as Lead, Tin, and Cadmium result in very severe corrosion of the metal. Due to different melting points and how the metals interract with eachother, these impurities will generally wind up along intercrystaline boundaries.
The result is that, as moisture reaches impurities, they will corrode- the byproducts of this corrosion force metal apart, along intercrystaline boundaries, resulting in the cracks and warpage of the metal. As metal cracks apart, moisture is able to reach in further- the process starts from the outside and works its way in.
So, that’s the low-down on why Zinc Pest happens. If anyone thinks either me or the paper’s authors made a mistake, please let me know!
This does leave us with a question though- what do you do if you have a set of zinc pest damaged wheels? The most sane, applicable answer is to buy reproductions. A full set of reproduction wheels to fit my 3107 can be had for anywhere in the $40-50 range as of this writing.
Knowing this was always an option, I decided to try a different approach before I went ahead and bought replacements. As can be seen in prior posts, the wheels are generally holding their shape, and the actual wheel thread and flange are made out of a steel rim which has not deformed.
I decided to attempt to clean up the wheels, and use thin CA to fill cracks and help provide a little strength where the metal had been weakened. The hope was that this would be enough, but it didn’t take long to realize that swelling of the wheels had thrown the gauge way out of whack.
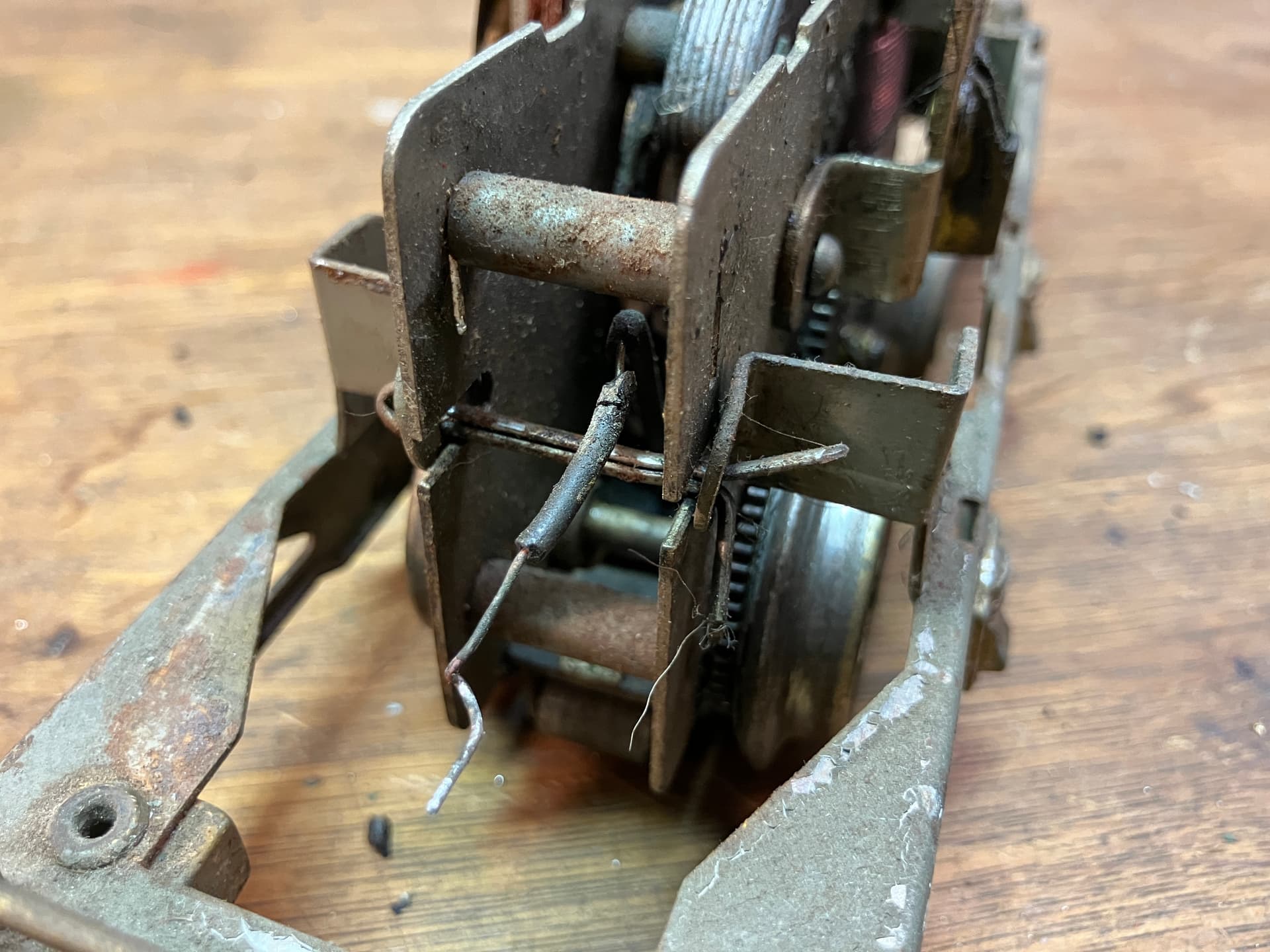
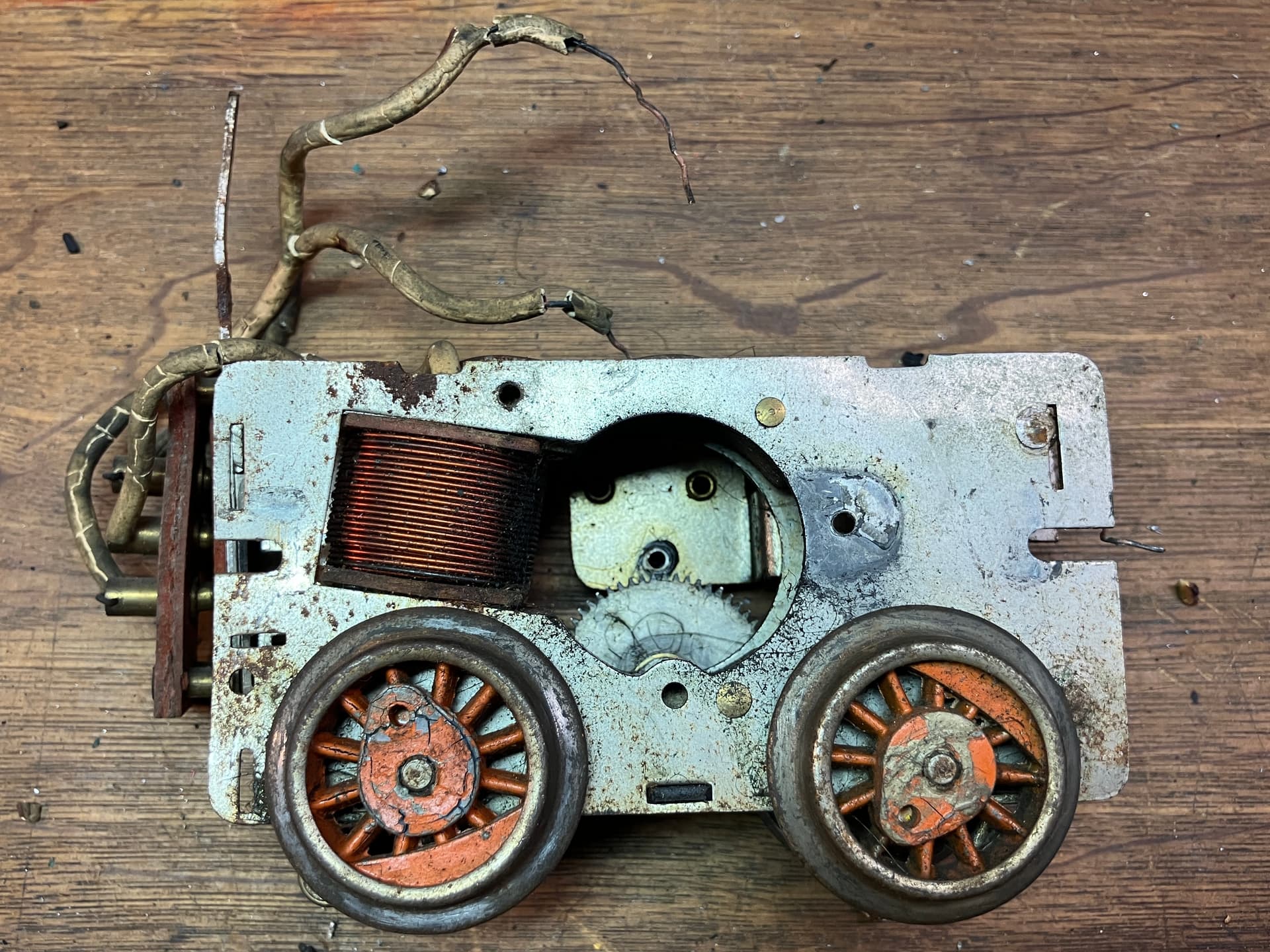
The worst swelling appeared to be entirely limited to the gear wheels. What I ended up doing was prying off the gears, and grinding away metal from the backs of the wheels until the gears could sit flat against the backs of the wheels. Then I put things back together to see if they would work. Here are some pictures, showing an un-altered original wheel and axle on the left, and a ‘rehabilitated’ wheel on the right.
And here is another picture, this time with the rehabbed wheel on the left and the original one on the right, to illustrate just how far the swelling had spread out the gear and wheel flange:
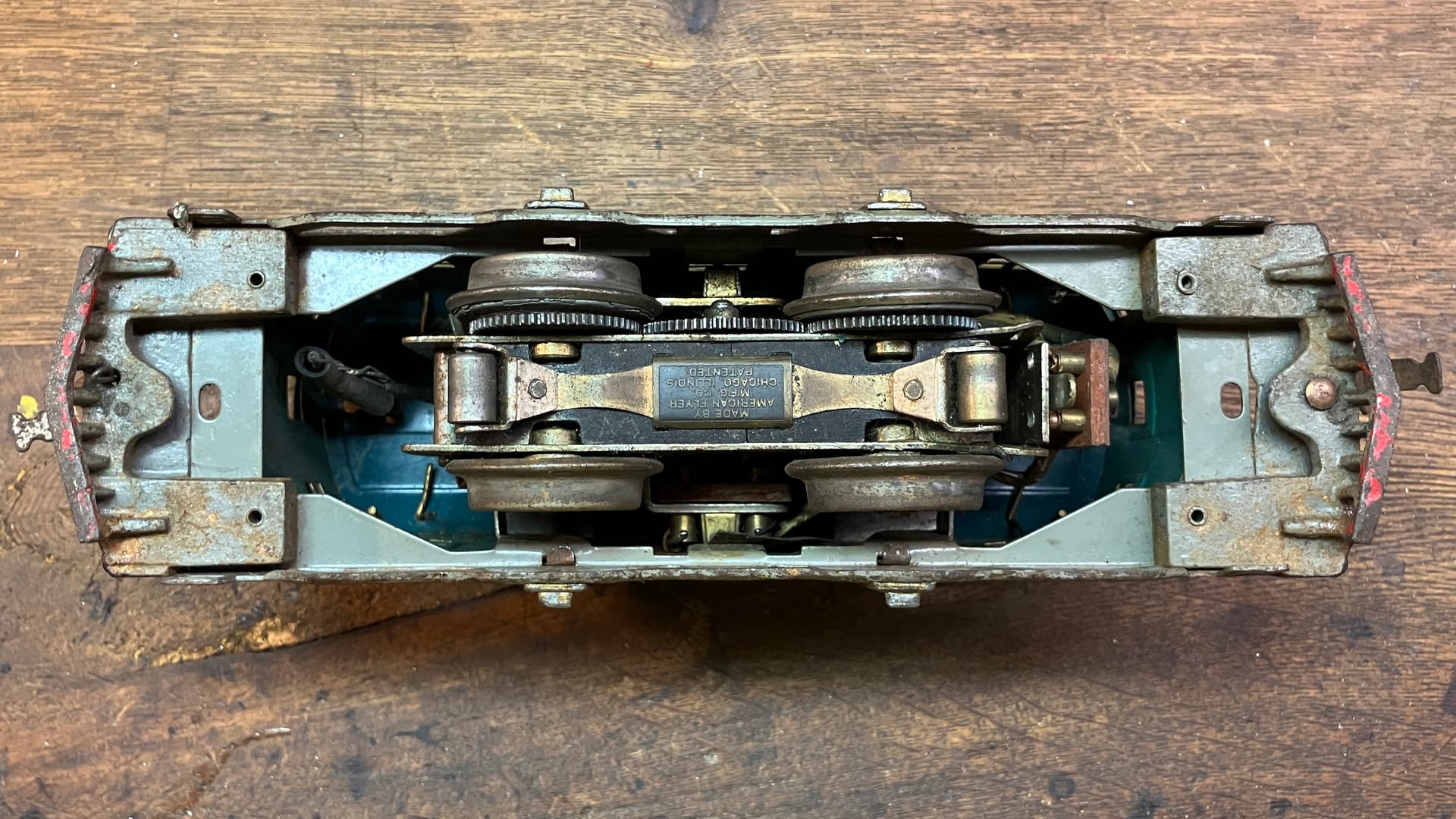
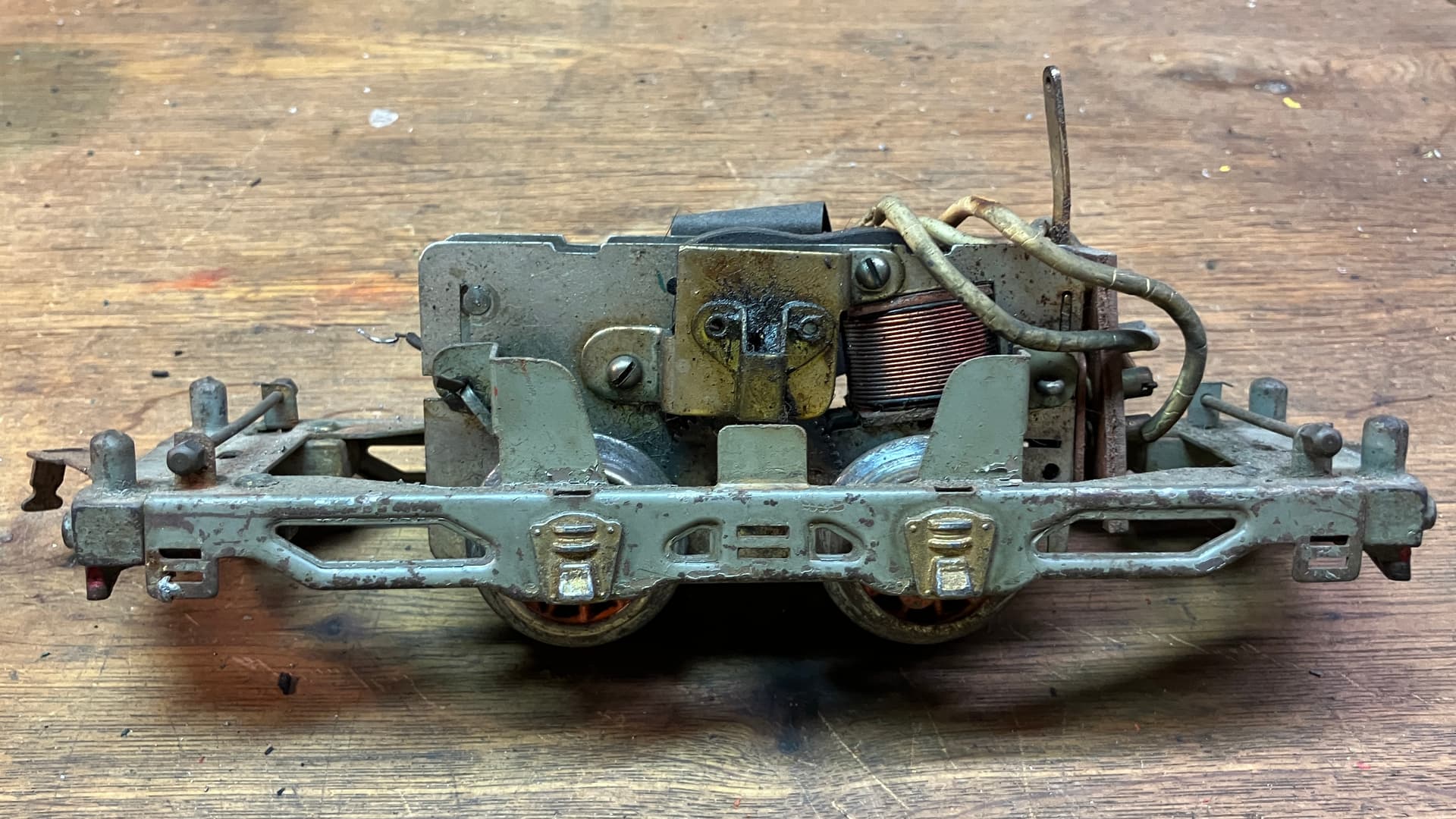
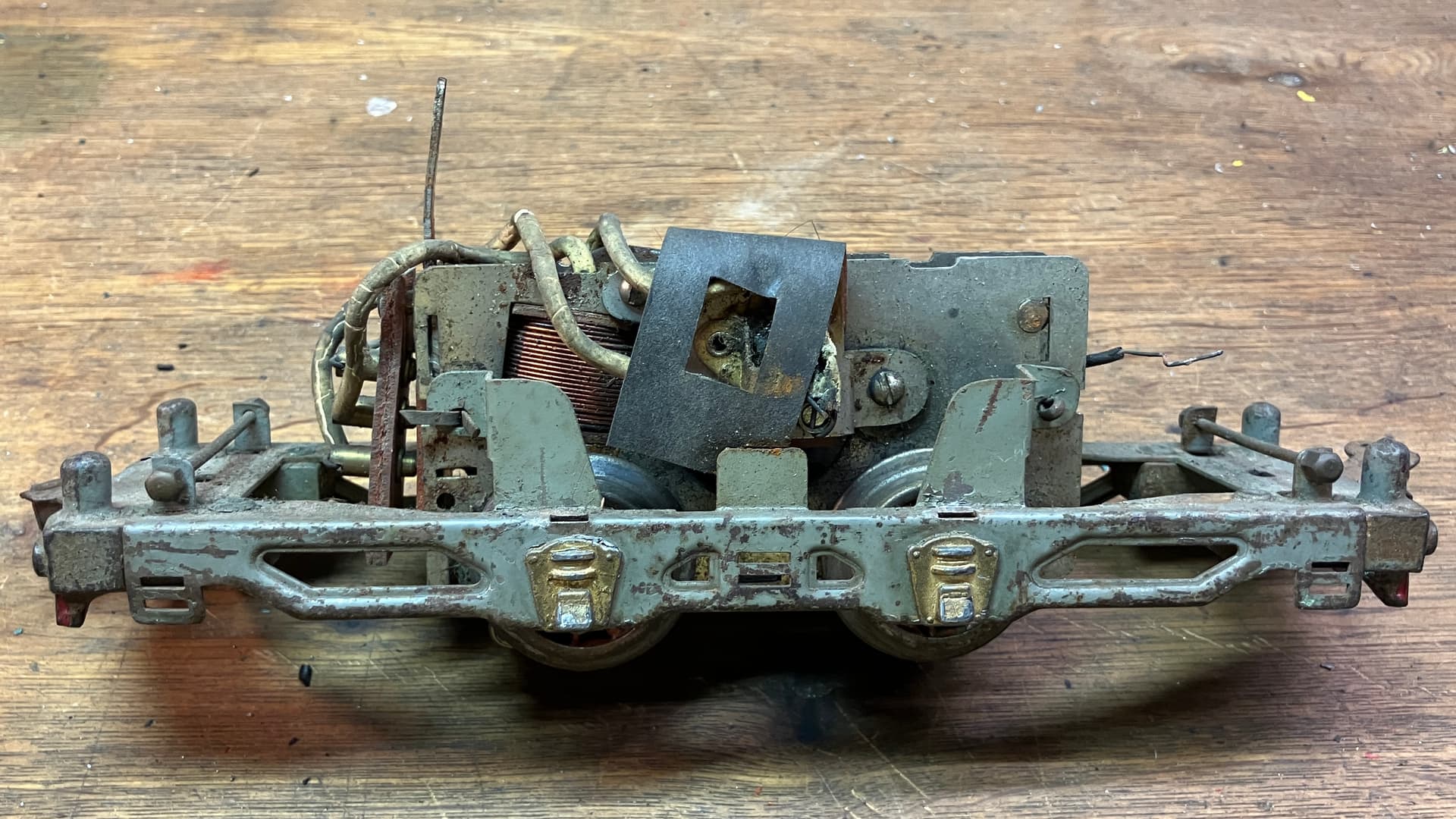
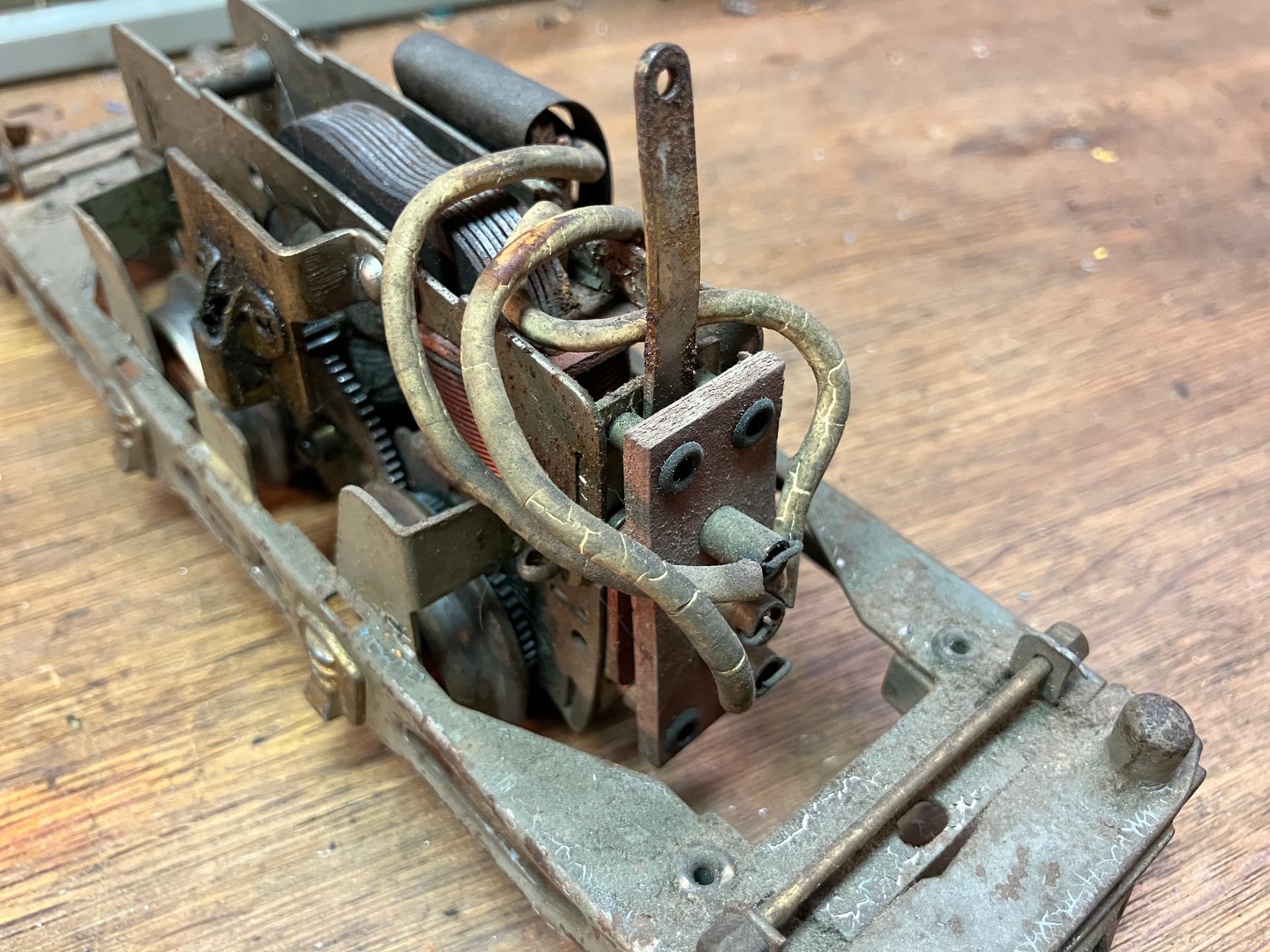
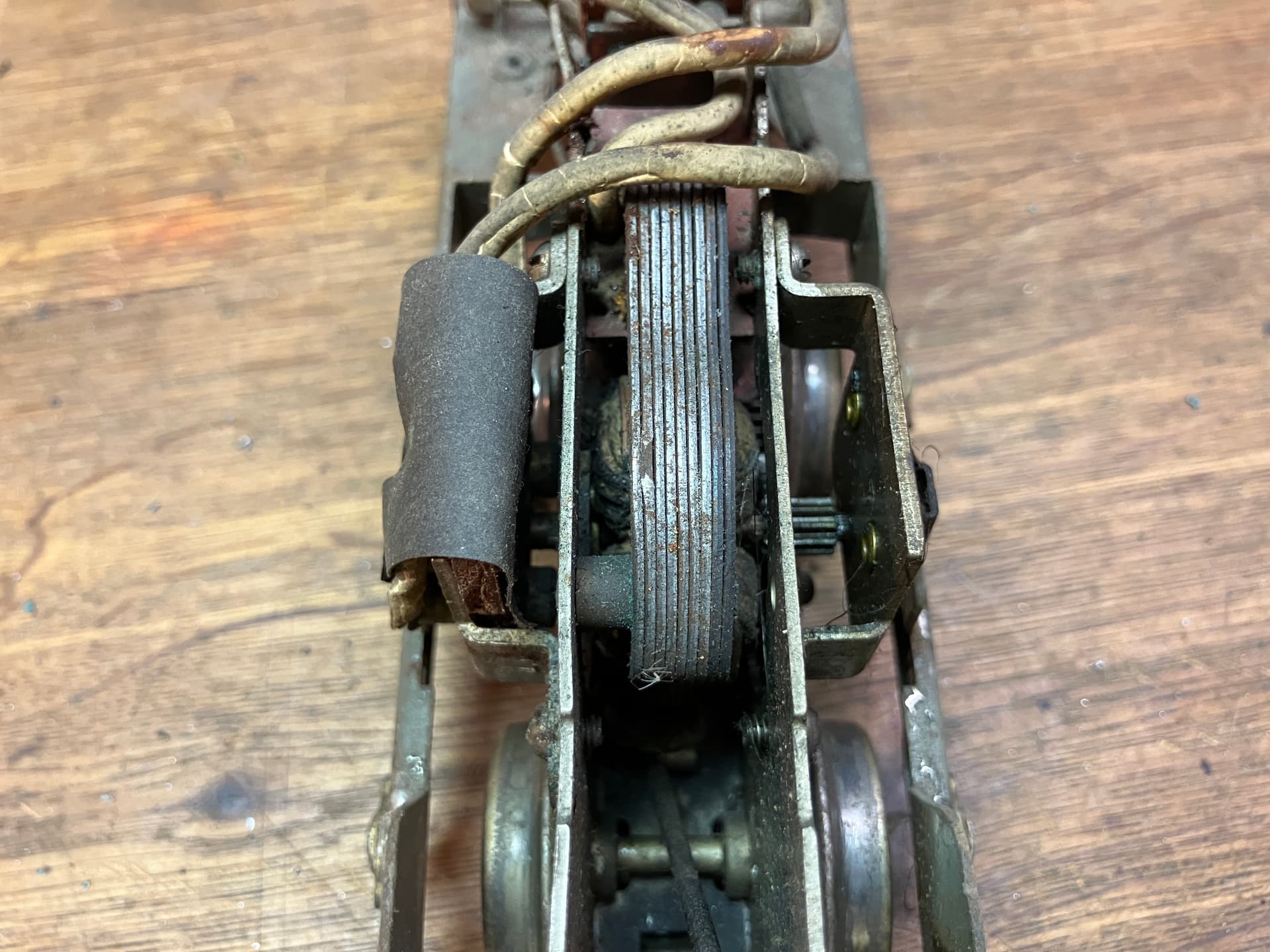
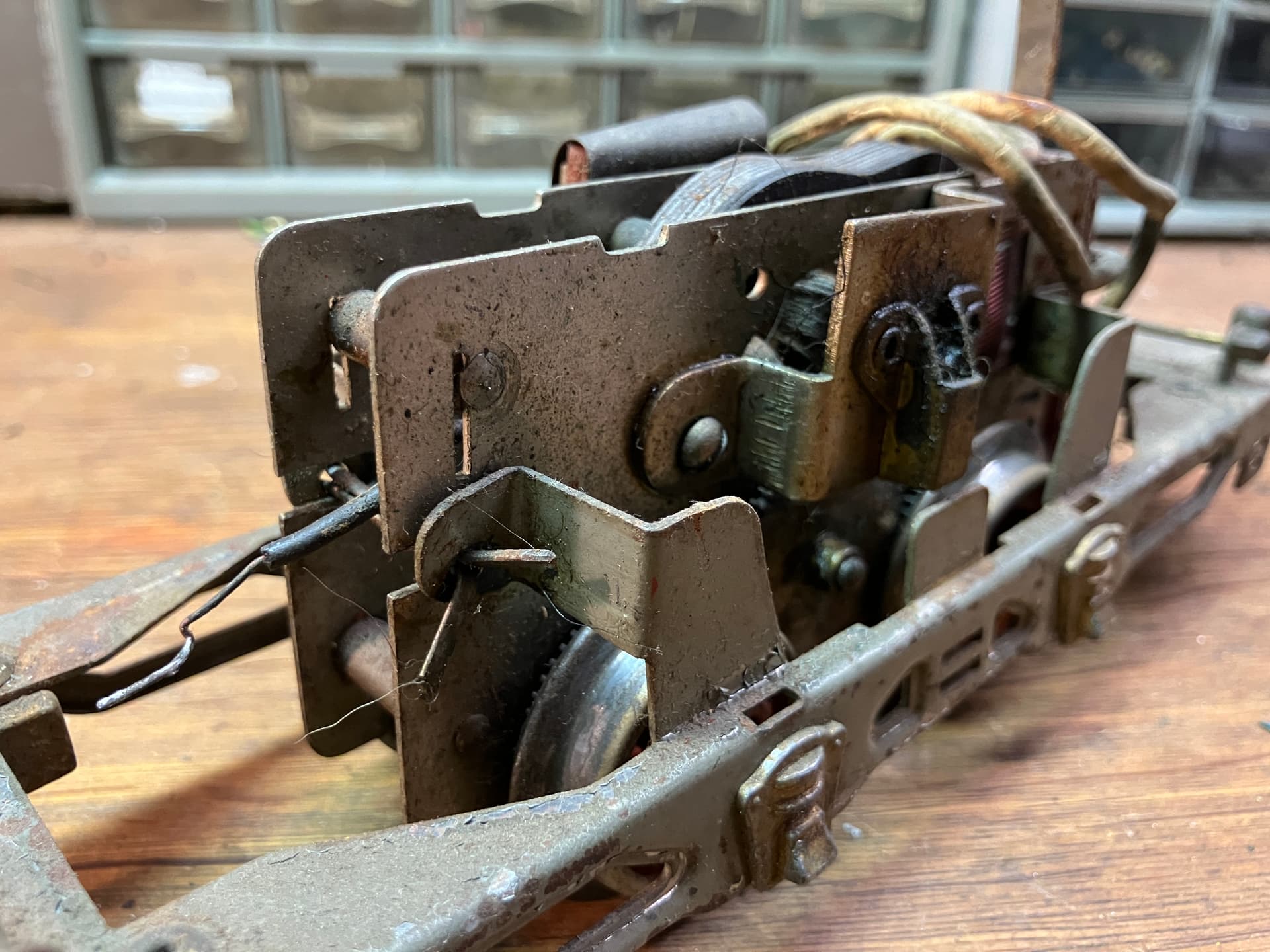
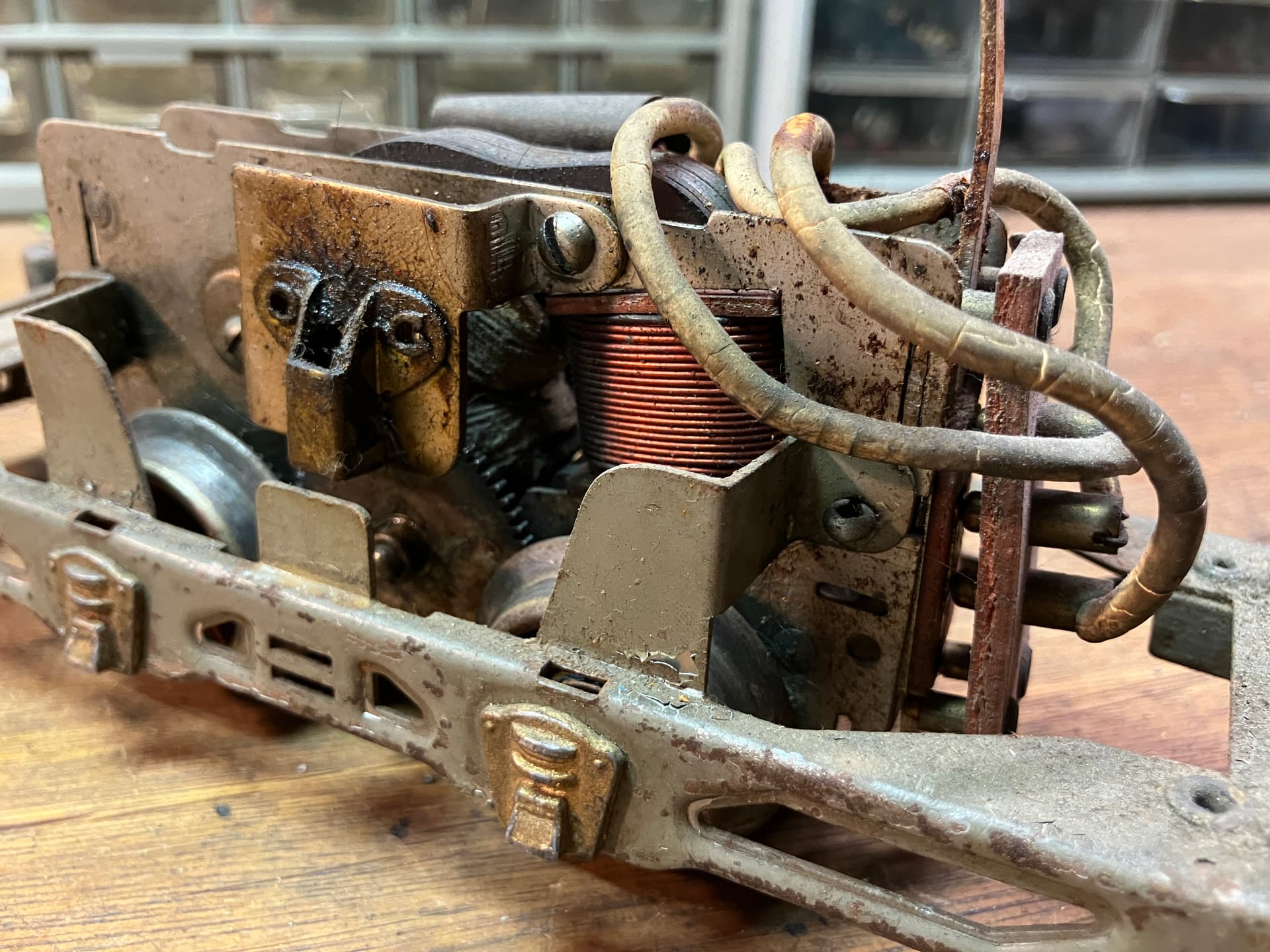
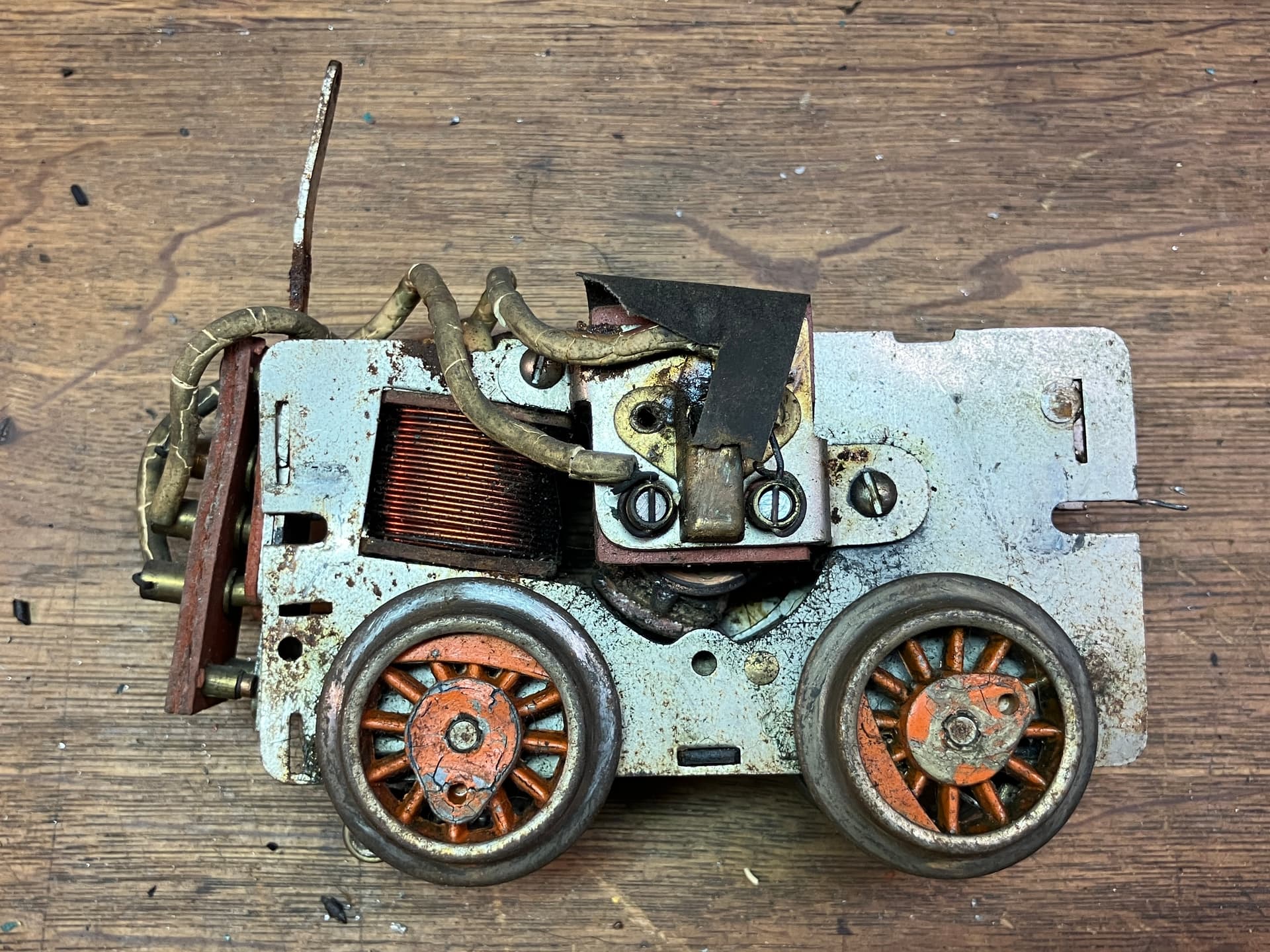
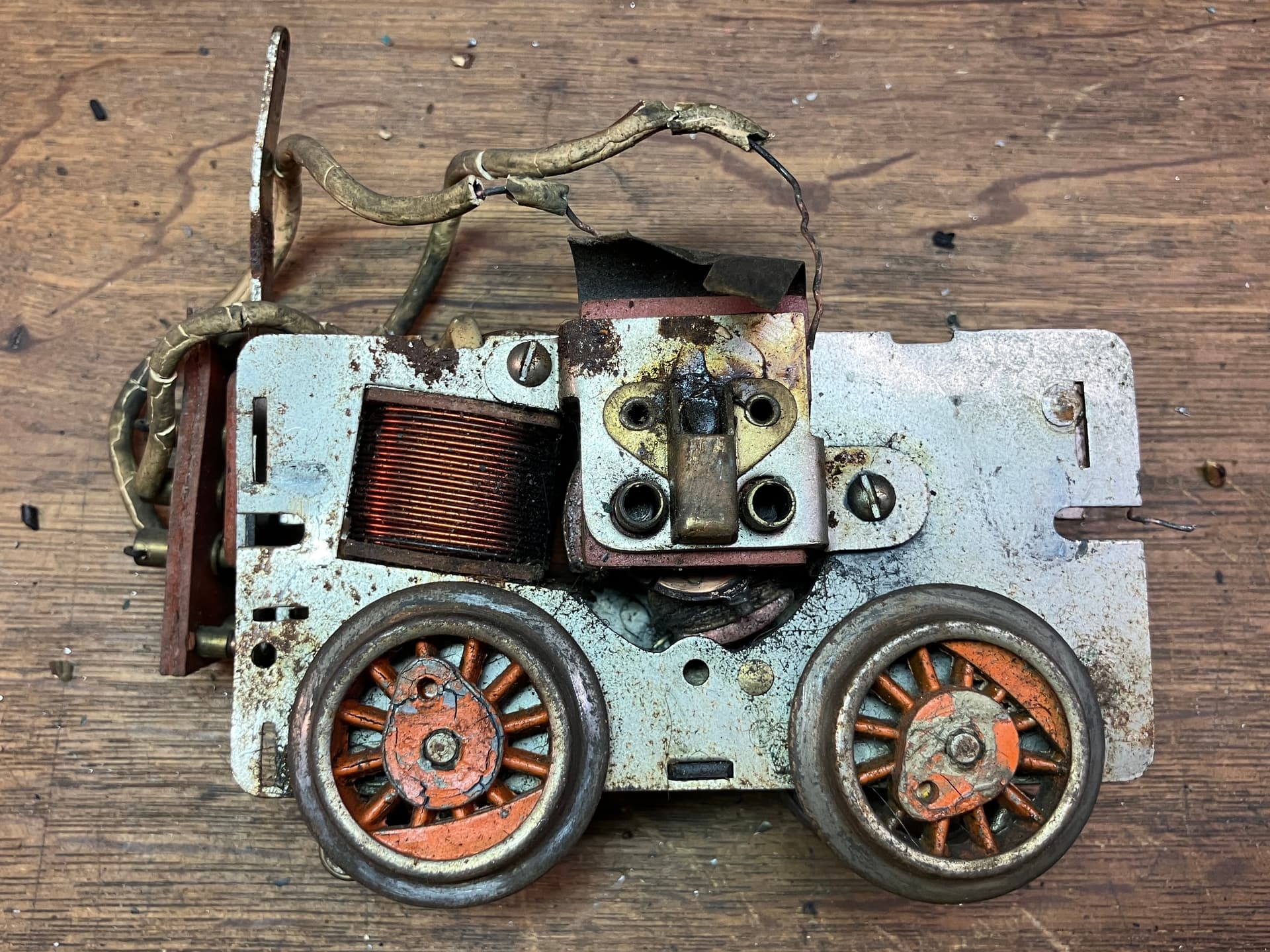
I went ahead and did the other wheel, then put everything back together for a test (the wheels needed to come off again later). By this point, I had cleaned the armature, brush plate, and reverse switch for the motor, and re-insulated the wires. As you can see… the test run was a big success!
If you look close, you can maybe spot that one of the gears was loose on its axle. Fear not! As we speak, the wheels are currently off the motor, and when they go back on, the gears will be properly secured.
That’s all for now, stay tuned for more! The next update will cover the body and frame.
-El